Why is an Industrial Conveyor Belt Essential for Modern Manufacturing?
In the fast-paced world of modern manufacturing, the Industrial Conveyor Belt plays a pivotal role. It streamlines processes and enhances efficiency across various sectors. In factories, these belts transport materials swiftly, minimizing delays and maximizing output. They support production lines, ensuring that products move seamlessly from one stage to another.
Despite their importance, the implementation of Industrial Conveyor Belts isn’t without challenges. Companies must select the right type for their specific needs, considering factors such as load capacity and speed. Improper choices can lead to operational bottlenecks, which can affect productivity. This complexity requires careful planning and sometimes, expert consultation.
As seen with advancements in exhibitions like the 2026 Canton Fair, technology is also evolving. The integration of AI in searching for suppliers highlights a shift towards smarter manufacturing solutions. Yet, the reliance on technology makes it crucial to remain adaptable and aware of potential obstacles. The Industrial Conveyor Belt symbolizes both progress and the constant need for reflection in the realm of manufacturing efficiency.
The Role of Conveyor Belts in Streamlining Manufacturing Processes
Conveyor belts play a pivotal role in modern manufacturing, enhancing efficiency and productivity. They transport materials seamlessly throughout production lines. This reduces manual labor and minimizes the risk of injury. Each stage of the process flows smoothly, allowing workers to focus on critical tasks.
Tips: Regular maintenance is key. Check belts for wear and tear frequently. This can prevent unexpected breakdowns and production delays. Also, consider the layout of your workspace. An optimal design can drastically improve workflow.
In real-world applications, using conveyor belts can sometimes lead to issues. They might get clogged or damaged, causing slowdowns. Training workers on handling these situations is vital. It ensures minimal disruption. Rethink your current systems periodically. This reflection can lead to better strategies and more efficient production methods.
Why is an Industrial Conveyor Belt Essential for Modern Manufacturing? - The Role of Conveyor Belts in Streamlining Manufacturing Processes
| Feature |
Description |
Benefits |
| Durability |
Designed to withstand harsh environments and heavy loads. |
Reduces downtime and maintenance costs. |
| Versatility |
Can be used for various materials including heavy items and small components. |
Increases production flexibility and efficiency. |
| Efficiency |
Facilitates continuous flow of materials and products. |
Boosts productivity and reduces labor costs. |
| Safety |
Minimizes manual handling and potential injuries. |
Enhances workplace safety and compliance. |
| Customization |
Can be tailored to specific manufacturing needs and layouts. |
Improves operational efficiency and workflow design. |
Types of Industrial Conveyor Belts and Their Applications
Industrial conveyor belts play a key role in modern manufacturing. Different types serve various functions. For instance, belt conveyors are common in logistics and assembly lines. They move items smoothly across long distances. Modular belts offer flexibility in design. They are easy to repair and allow for custom configurations.
Tips for choosing the right belt: Consider the material and weight of the items. A heavy payload requires a sturdier belt. It’s also important to assess the environment. Temperature and exposure to chemicals can affect durability.
Another popular type is flat wire belts. These are ideal for food processing. They allow easy cleaning and hygiene. However, they might not be suitable for every environment. You should evaluate the specific needs of your production line carefully.
Timing belts are essential in automated systems. They synchronize machinery operations. If misaligned, they can cause delays. Make sure that maintenance is regular to avoid issues.
Benefits of Using Conveyor Belts in Modern Production Lines
In modern production lines, conveyor belts have become indispensable. According to a report by the Material Handling Industry of America, 65% of all manufacturing processes incorporate some form of conveying system. These belts enhance efficiency and streamline workflows. They help in reducing manual labor, allowing workers to focus on more complex tasks.
The benefits extend beyond mere efficiency. Conveyor belts can handle various materials, including heavy loads, fragile items, and bulk goods. Data shows that they can increase production rates by up to 30%. They also reduce the risk of workplace injuries by minimizing repetitive movements. However, issues can arise if maintenance is neglected. A study found that over 20% of production downtime is due to equipment failures related to conveyor belts. Regular checks are vital to ensure maximum performance.
Moreover, the energy aspect cannot be overlooked. While conveyor systems can be energy-intensive, advancements have led to more eco-friendly designs. Improved efficiency can cut energy usage by approximately 15%. Yet, companies must remain vigilant and assess their systems regularly. Over-reliance on technology can sometimes lead to oversights. Recognizing this is crucial for sustainable manufacturing practices.
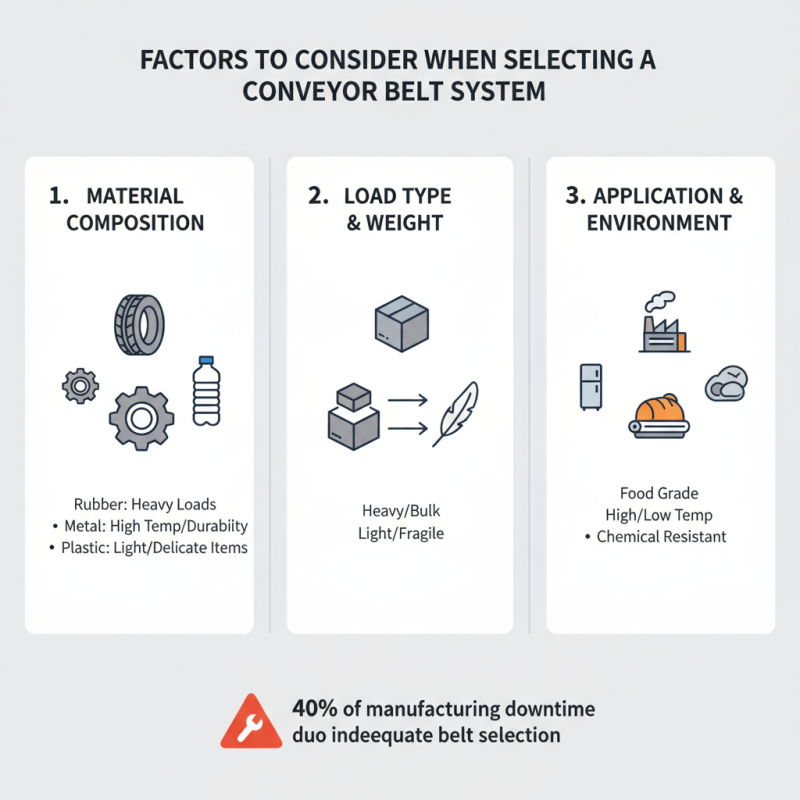
Factors to Consider When Selecting a Conveyor Belt System
When selecting a conveyor belt system, various factors come into play. First, consider the material composition. Conveyor belts can be made from rubber, metal, or plastic. Each material has distinct properties suited for specific tasks. For instance, a rubber belt might work perfectly for heavy loads, while a plastic belt suits lighter, more delicate items. According to a report by the Conveyor Equipment Manufacturers Association, over 40% of manufacturing downtime results from equipment malfunction, often due to inadequate belt selection.
Next, pay attention to the conveyor belt's width and length. The wrong dimensions can cause operational inefficiencies. A belt that is too narrow may struggle with load capacity. Conversely, excessive width can lead to increased costs without benefiting productivity. A recent study suggested that optimizing conveyor system dimensions can lead to a potential reduction in operational costs by 20%.
**Tip:** Regular maintenance of conveyor belts is vital for longevity. Inspect for wear and tear regularly.
Another key factor is the environment in which the conveyor will operate. High temperatures or exposure to chemicals can degrade materials quickly. In such cases, specialized belts may be necessary. Always check the belt's temperature and chemical resistance ratings.
**Tip:** Keep an eye on evolving technologies. Advances in conveyor systems can improve speed and efficiency.
Future Innovations in Conveyor Belt Technology for Manufacturing
In modern manufacturing, conveyor belt technology is evolving rapidly. Recent reports indicate that the global conveyor system market is projected to reach around $7 billion by 2026. These belts streamline processes and enhance productivity across various industries. Innovations such as IoT-enabled sensors are now being integrated into conveyor systems, boosting efficiency. Real-time monitoring helps in predictive maintenance, preventing costly downtimes.
Tips: Regular upkeep of conveyor systems can prevent major failures. It is vital to schedule routine inspections. This practice reduces emergency repairs, saving time and money.
Next-generation materials are pushing boundaries too. Lightweight, durable belts reduce energy consumption. According to industry experts, energy efficiency can improve by up to 30% with these advancements. However, not every manufacturer has adopted these technologies. Some might cling to outdated systems due to cost concerns. This reluctance could hinder progress in an otherwise advancing market.
Tips: Training staff on new technologies is crucial. An informed team can maximize the benefits of modern conveyor systems. Continuous education is necessary to embrace innovations fully.